
顔料の分散は、マスターバッチ製造において重要でありながら、しばしば過小評価されがちな課題です。分散不良は、色の分布ムラ、フィルターの目詰まり、紡績繊維の繊維切れ、溶着継ぎ目の強度低下といった問題を引き起こす可能性があります。これらの問題は製品の品質に影響を与えるだけでなく、顔料消費量の増加や機械の稼働停止時間の増加により、生産コストの上昇にもつながります。以下に、業界の実践に基づき、これらの課題に効果的に対処するための簡潔なガイドを示します。
1. 顔料の選択を最適化する
適合する顔料を選択する:適切な濡れ性と分散性を確保するために、ポリマーベース(例:PE、PP、PET)と適合する顔料を選択してください。
粒子サイズと表面処理:分散性を向上させるには、粒子サイズの小さい顔料を使用してください。表面処理された顔料(例えば、分散剤やコーティング剤で処理されたもの)は、凝集を抑制し、流動性を向上させるのに役立ちます。
顔料の添加量:推奨される顔料添加量(有機顔料の場合は通常20~40%、無機顔料の場合は50~80%)を超えないようにしてください。過剰添加は凝集や分散不良の原因となります。
2. 混合・配合の強化
高せん断混合:二軸押出機または高せん断ミキサーを使用して顔料の凝集塊を分解します。せん断力を最適化し、分散性を向上させるために、スクリュー構成(例:混練ブロック)を調整します。
プレミキシング:押出成形前に顔料を分散剤またはキャリア樹脂と混合することで、初期の濡れ性を向上させ、凝集を軽減します。
温度管理:顔料の劣化や粘度低下を防ぐため、最適な溶融温度を維持してください。熱に弱い顔料(例えば、特定の有機顔料)の場合は、劣化閾値以下の温度を維持してください。
3. 分散剤を使用する
添加剤:粘度を下げ、顔料の濡れ性を向上させるために、ワックス、ステアリン酸塩、またはポリマー分散剤(例:ポリエチレンワックス、EVAベースの添加剤)などの分散剤を配合します。
使用量:通常、顔料の種類と配合量に応じて、重量比で1~5%の分散剤を使用してください。過剰に使用すると、機械的特性に悪影響を及ぼしたり、ブルーミング(表面の外観上の問題)を引き起こす可能性があります。
マスターバッチ用新規超分散剤:SILIKE SILIMERシリーズ – 高性能加工助剤および分散剤。
SILIKE SILIMERシリーズ加工助剤および分散剤これらは次世代シリコーン系ワックス(シリコーンハイパーディスパージョン剤とも呼ばれる)で、マスターバッチ製造において優れた顔料および充填剤の分散性を実現するように設計されています。カラーコンセントレート、充填剤入りコンパウンド、エンジニアリングプラスチック、および高度な分散プロセスに最適です。これらのハイパーディスパージョン剤は、熱安定性、レオロジー特性、およびコスト効率を向上させると同時に、従来の添加剤(ワックス、アミド、エステルなど)でよく見られる移行の問題を解消します。
SILIKE SILIMERシリーズのシリコーンハイパーディスパージョン剤で、優れた顔料性能を解き放ちましょう。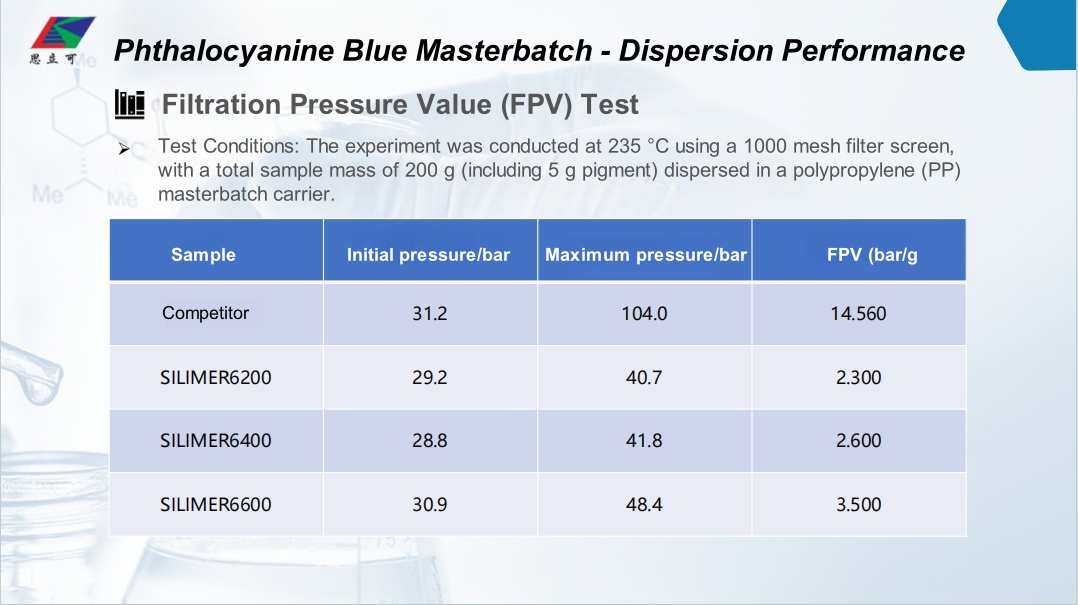
様々な材料に対応する顔料濃縮液の効率を最大化する:
→ ポリオレフィン向け:顔料の品質を向上させましょう
・顔料の濡れ性向上:最適な相互作用により、より滑らかで鮮やかな顔料を実現します。
・分散性の向上:顔料の凝集を防ぎ、均一な色と粘度を確保します。
・粘度低減:よりスムーズな流れで生産を効率化し、処理性能を向上させます。
・生産量の増加:品質を損なうことなく生産能力を向上させる。
・顔料濃度の向上:より少ない材料でより豊かな色合いを実現し、コストを削減します。
→エンジニアリングプラスチックおよびポリマー向け:品質と効率の向上
・表面光沢の向上:製品に優れた光沢のある仕上がりを実現します。
・優れた離型性:製造工程をよりスムーズにし、不良品を削減します。
・粘度低下:処理効率を高め、エネルギー消費量を削減します。
・生産性の向上:生産ラインを効率化して、スループットを向上させます。
・顔料のせん断力を低減:顔料の特性を維持し、鮮やかで長持ちする色を実現します。
・優れた分散性:色と素材の性能における一貫性を最大限に高めます。
SILIKEのシリコーンハイパーディスパージョン剤を選ぶ理由とは?
・費用対効果が高い:効率性を向上させ、材料の無駄を削減します。
・環境に優しい:最適化された生産プロセスにより、持続可能性目標を達成します。
・幅広い用途:多様なポリマーや産業に適しています。
4. 処理パラメータを調整する
スクリュー回転速度:せん断力と分散性を高めるため、スクリュー回転速度を上げてください(通常200~500rpm)。ただし、過度の速度は熱劣化の原因となるため避けてください。
滞留時間:押出機内での滞留時間(通常30~60秒)を最適化し、過熱することなく十分な混合を確保します。
ろ過:スクリーンパック(例:100~200メッシュ)を使用して、未分散粒子を除去し、マスターバッチの品質を均一にします。
5.機器およびメンテナンスに関する問題に対処する
機器の清掃:押出機、スクリュー、ダイを定期的に清掃し、汚染や分散に影響を与える劣化物質の蓄積を防いでください。
摩耗チェック:スクリューとバレルに摩耗がないか点検してください。機器が摩耗すると、せん断効率が低下し、分散不良につながります。
供給精度:顔料と樹脂の正確な供給には重量式供給装置を使用し、顔料の分散の一貫性を確保してください。
投稿日時:2025年5月29日




